
Zarządzanie jakością w branży motoryzacyjnej wymaga nie tylko wiedzy, ale i sprawdzonych narzędzi. Seria podręczników VDA 4 stanowi odpowiedź na potrzebę uporządkowania metod wspierających realizację i rozwój procesów. W niniejszym artykule nasz ekspert Mateusz Szafirski przedstawia część pierwszą tej serii – „Ogólne. Przegląd metod, podstawowe narzędzia, procesy rozwoju”.
Zapewnienie jakości w branży motoryzacyjnej – seria podręczników VDA 4
Zarządzanie procesami w branży samochodowej wymaga od kierujących procesami (właścicieli procesów) oraz osób wykonujących bezpośrednie działania przy procesach (eksperci, specjaliści, inżynierowie, brygadziści, operatorzy itp.) wiedzy, co należy zrobić, aby proces był realizowany zgodnie z pierwotnymi założeniami i do tego muszą wiedzieć jak te działania przeprowadzić. Wiele organizacji tworzy własne procedury i ścieżki postępowania. Nie zawsze jest to jednak dobry pomysł. Czy można zatem znaleźć gdzieś jakąś podpowiedź, jak realizować procesy w organizacji? Oczywiście, że tak.
Pomoc odnaleźć można w serii podręczników VDA 4. Oczywiście nie są tu opisane wszystkie możliwe rozwiązania dla każdego procesu w organizacji, więc nadal jest spora przestrzeń i konieczność opracowywania własnych sposobów postępowania. Przygotowaliśmy zatem krótkie podsumowanie dotyczące serii VDA 4.
Cała seria podręczników VDA 4 nosi tytuł „Zapewnienie jakości na mapie procesów” i składa się z czterech książek:
- VDA 4 Część 1: Ogólne. Przegląd metod, podstawowe narzędzia, procesy rozwoju
- VDA 4 Część 2: Analizy ryzyka
- VDA 4 Część 3: Metody
- VDA 4 Część 4: Modele procesu
W serii tej pokrótce przedstawione i scharakteryzowane zostaną wszystkie cztery części. W tym artykule przedstawiona zostanie część pierwsza: „Ogólne. Przegląd metod, podstawowe narzędzia, procesy rozwoju”.
Inne artykuły z cyklu:
Wprowadzenie do standardu VDA 4 – Rozdział 1
Zmieniająca się rzeczywistość branży samochodowej zmusza do sięgania do różnych metod zarządzania, analizy ryzyka czy rozwiązywania problemów. VDA jest świadome faktu, że wiele metod jest stosowane w branży, nie wszystkie są jednak ustandaryzowane. Wynikać z tego mogą różne problemy oraz błędy o potencjalnie istotnym wpływie na zgodność i bezpieczeństwo komponentów, oraz całych samochodów. Seria VDA 4 ma zatem ma celu opisanie i scharakteryzowanie sposobów postępowania, zastosowania i realizacji opisywanych tu narzędzi i metod. Cześć pierwsza, nazywana w książce Rozdział pierwszy, podzielona jest w treści na:
- Przegląd metod,
- Procesy rozwoju.
Przegląd wybranych rozdziałów VDA 4 Część 1
Przegląd metod obejmuje swoim zakresem między innymi Diagram przepływu, Histogram, Karty kontrolne czy analizę Pareto, ale można tu również znaleźć opis analizy wariancji metodą Anova.
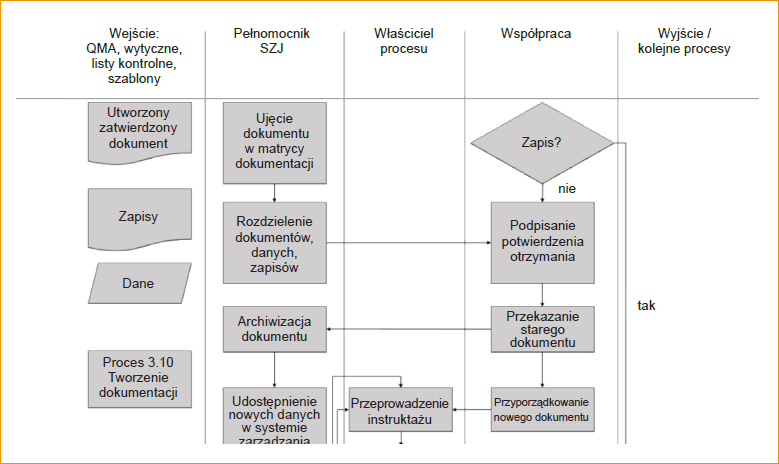
Diagram przepływu (ang. Flow chart)
Jest to narzędzie pozwalające na graficzne przedstawienie przebiegu procesu i powiązań pomiędzy kolejnymi jego krokami. Pozwala na jednoznaczne określenie kroku procesu, nazwanie wejść i wyjść oraz przypisać rodzaj działania dla tego kroku, np. kontrola, magazynowanie, wytwarzanie itp. Podstawą do stworzenia symboliki niezbędnej do zobrazowania tego przebiegu procesu jest norma DIN 66 001: Przetwarzanie informacji – symbolika i zastosowanie.
Karta rejestracji błędów
Karta rejestracji błędów znajduje zastosowanie w miejscach, gdzie rejestruje i zlicza się błędy i wady. Może więc być to dowolny proces produkcji czy kontroli. Karta ta ma na celu uproszczenie rejestracji błędów i skrócenie czasu procesu rejestracji i zliczania. Nadaje się więc najbardziej tam, gdzie czas na kontrolę i rejestrację błędów i wad jest kluczowy (np. dla wydajności procesów itp.).
Najpopularniejsze zastosowanie to rejestrowanie błędów aspektów atrybutowych, gdzie dokonuje się jedynie rozróżnienia między wyrobem zgodnym i wyrobem niezgodnym. Nie rejestruje się na karcie niezgodności cech ciągłych (dających się zmierzyć, gdzie wynik pomiaru jest liczbą uzyskiwaną na zasadzie odczytu lub kalkulacji).
Karta również nie zawiera informacji o natężeniu błędu, np. zarejestrowany błąd „Rysa” może oznaczać rysę głęboką lub kilka mniejszych i niezbyt głębokich. Istotny jest tu jednak fakt istnienia wady dyskwalifikującej wyrób z wysyłki do klienta.
Wyzwaniem, które trzeba pokonać, stosując tę metodę, to dobre przygotowanie karty. Należy jednoznacznie nazwać możliwe do zarejestrowania błędy w taki sposób, aby różne osoby dokonujące oceny rozumiały, jakie błędy mogą wystąpić i jak mogą wyglądać. Oznacza to konieczność dużej precyzji nazewnictwa. „Uszkodzenie” nie jest dobrym przykładem, gdyż można to zinterpretować na bardzo wiele sposobów, z powodu istnienia wielu objawów „uszkodzenia”.
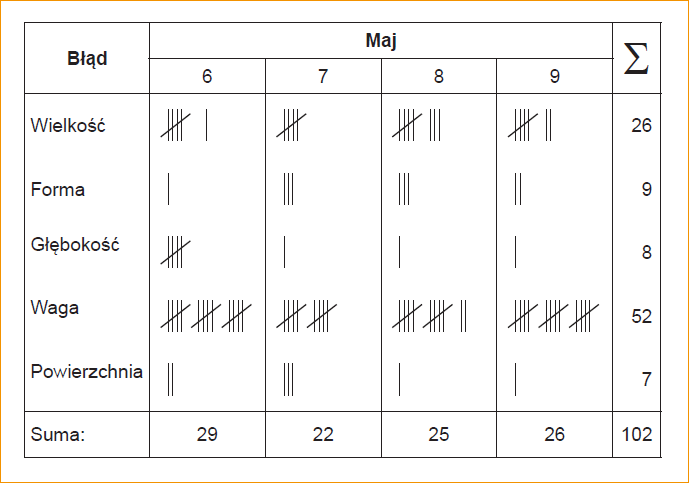
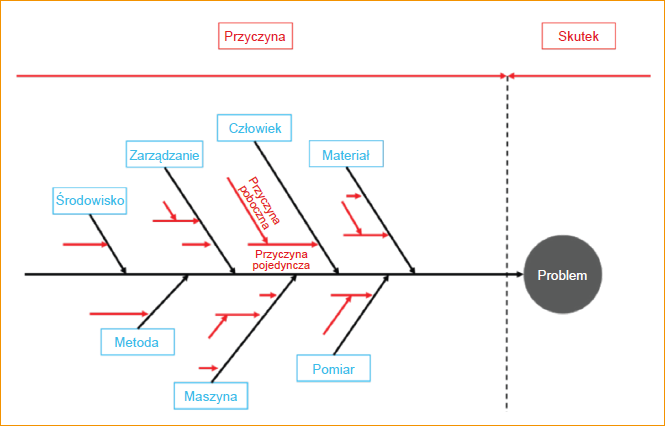
Diagram przyczynowo-skutkowy (diagram Ishikawy, 7M, fishbone)
Diagram przyczynowo-skutkowy to znane i powszechnie stosowane narzędzie pozwalające na diagnozowanie przyczyn i mechanizmów powstawania błędów. Metoda ta jest ustrukturyzowaną burzą mózgów, pozwalającą na zebranie pomysłów i przypisanie ich do jednej z siedmiu kategorii. Narzędzie to, w przeciwieństwie do klasycznej metody burzy mózgów, nie zakłada dowolności w kreowaniu pomysłów i zmusza do myślenia o problemie przez pryzmat narzuconych kategorii (7M).
Kategorie do rozważenia, zaproponowane przez VDA 4 to:
- materiał,
- człowiek,
- zarządzanie,
- środowisko,
- metoda,
- maszyna,
- pomiar.
Zastosowanie tej metody nie ogranicza się jedynie do rozwiązywania problemów. Można również zastosować ją w procesach poszukiwania oszczędności oraz szeroko rozumianego doskonalenia procesów. Oczywiście istnieje szereg możliwości innego kształtowania tej formy analizy dla najróżniejszych nieprodukcyjnych celów, np. dla wstępnego zdiagnozowania ekonomicznej opłacalności przedsięwzięcia lub dla celów analiz środowiskowych. VDA 4 koncentruje się jednak na zastosowaniu dotyczącym zagadnień produkcyjnych i około produkcyjnych.
Uwaga – zakres analizy zaprezentowany w VDA 4 nie jest jednoznacznie spójny z wersją zaprezentowaną w podręczniku VDA 8D – Rozwiązywanie problemów w 8 dyscyplinach. VDA 4 przedstawia i zaleca to narzędzie do szerokiego stosowania diagnostycznego w procesach. Nie podaje się sposobu priorytetyzacji czy oceny ważności zdefiniowanych pomysłów. Oznacza to, że należy wewnętrznie określić sposób nadawania takich ocen i wskazania, które pomysły będą dalej analizowane, a które nie będą brane pod uwagę.
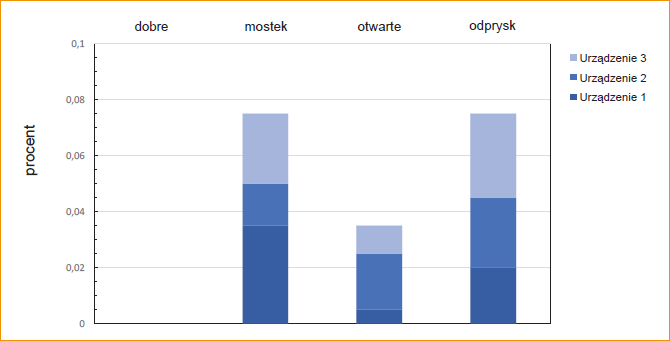
Analiza kontyngencji
Jest to kolejne przydatne narzędzie mogące znaleźć zastosowanie w analizach związanych z zaistniałymi błędami lub w procesach poszukiwania usprawnień. Głównym celem tej metody jest ustalenie faktycznych zależności między charakterystykami oraz między zdarzeniami, elementami technologii i wyposażenia itp. Interesujące z punktu widzenia zarządzania jakością lub wydajnością produkcji może być ustalenie wpływu ilości przezbrojeń na wielkość odpadu na różnych zmianach produkcyjnych, czas przestoju maszyn w związku z konserwacjami maszyn i narzędzi, porównania ilości powstałych wad na bliźniaczych maszynach lub liniach montażowych itp. Odpowiedź na pytanie o zależności wynikać będzie z przeprowadzonych obserwacji i porównawczej analizy statystycznej.
Szczególne zastosowanie znaleźć może to narzędzie dla porównania wyników pomiarowych wyrobów w produkcji wielogniazdowej, gdzie gniazda są bliźniacze (w teorii identycznie takie same). Okazać się może jednak, że nawet jeśli są idealną kopią pod względem mechanicznym, mogą występować różnice w wyprodukowanych wyrobach lub jedna maszyna może mieć skłonność do częstszego tworzenia jakiejś określonej wady. Oszacowanie, czy różnice faktycznie obserwowane pomiędzy gniazdami urządzenia (np. formy wtryskowej), są statystycznie istotne i będą wpływać na ogólną jakość produkcji, pozwoli na dokonanie poprawnego odbioru form, maszyn i urządzeń od ich producenta lub na stworzenie lepszego, skierowanego indywidualnie na konkretne gniazda, planu napraw i konserwacji. Statystyczna analiza, która została zaproponowana przez VDA 4 to test (czytaj Chi – kwadrat). Ważnym elementem tego testu jest ustalenie ilości stopni swobody oraz poziom istotności (ten zazwyczaj w praktyce produkcyjnej oraz dużej ilości badań naukowych wynosi 95%).
Modele rozwoju to druga część przeglądu narzędzi i technik. Modele to bardziej zaawansowane analitycznie i czasowo zestawy działań, które pozwolą osiągnąć zamierzone cele w zakresie m. in.:
- przeglądu designu,
- ustaleniu istotnych warunków zamówienia,
- planowania i realizacji badań,
- kontroli prototypów.
Przegląd modeli pozwala zrozumieć ich cel i zakres, określić zasoby i czas niezbędny do jego realizacji oraz finalnie lepiej określić nakłady niezbędne na zrealizowanie kontraktu uzgodnionego z klientem. Punktem wyjścia jest tu fakt, iż proces analityczny i decyzyjny kierownictwa i szczebla inżynieryjnego zaczyna się jeszcze przed otrzymaniem formalnej nominacji od klienta i przed podpisaniem kontraktu. Cel tych działań to szeroko rozumiane rozpoznanie ograniczeń własnych i ograniczeń w odniesieniu do mających zastosowanie wymagań. Pozwoli to na opracowanie planu dojścia organizacji do stanu, w którym będzie mogła wymaganiom sprostać lub do sytuacji zmiany i przedefiniowania wagi wymagań z klientem (o ile to będzie możliwe).
Przegląd stanu rozwoju (design review)
Przegląd stanu rozwoju to wieloetapowy zestaw działań, które mają na celu ustalenie jak najszybciej to tylko możliwe wszelkich istotnych cech wyrobu (materiał, tolerancje, charakterystyki specjalne, wymagania prawne, wymagania regulacyjne). Przegląd stanu rozwoju musi zawierać adekwatność konstrukcji do jego zastosowania i warunków pracy oraz do możliwości produkcyjnych (czyli żeby wyrób z jednej strony działał w pojeździe zgodnie z wymaganiami, a z drugiej strony – aby można go było powtarzalnie produkować wielkoseryjnie). W tym celu prowadzone będą liczne działania weryfikacyjne i analityczne: symulacje komputerowe konstrukcji, dobór tolerancji do możliwości wytwarzania i zgodności wyrobu oraz dobór tolerancji do możliwości systemów pomiarowych. Finalne zatwierdzenie specyfikacji oznacza „zamrożenie” konstrukcji. Proces jako całość wymaga pracy zespołu interdyscyplinarnego, stąd konieczne jest zapewnienie:
- kompetencji członków zespołu,
- uprawnień (np. zatwierdzanie, zmienianie),
- infrastruktury i wyposażenia.
Problemy, które należy rozwiązać będą zależne od konstrukcji, ich skomplikowania i innych składowych. Można je jednak podzielić na uniwersalne grupy problemów:
- ocena przydatności wyrobu,
- ocena spełnienia mających zastosowanie wymagań,
- łatwość konserwacji w pojeździe,
- standaryzacja części (o ile to możliwe),
- tolerancje i wykonalność produkcyjno-logistyczna.
Specyfikacje istotnych warunków zamówienia (niem. Lastenheft)
Jest to zestaw wymagań do spełnienia przez dostawcę w branży motoryzacyjnej, niezbędnych dla zatwierdzenia części i możliwości ich zastosowania w homologowanym pojeździe. Termin Lastenheft spotykany jest w odniesieniu do producentów pojazdów rdzennie pochodzących z Niemiec. Faktycznie jednak producenci z innych krajów stosują identyczne rozwiązania w relacjach z dostawcami, nazywają jednak to inaczej, np. „specification tender”.
Kluczowe zagadnienie definiowane w Lastenhefcie to metody i zakresy badań (kwalifikacyjnych, badań designu, homologacyjnych i innych). Badania te mają w praktyce dowieść, że wyprodukowany komponent, część czy cały moduł spełnia wymagania stawiane dla całego pojazdu i zapewnia minimalne wymagane bezpieczeństwo i zgodność wyrobu. Elementem specyfikacji może być również cel związany z żywotnością wyrobu, emisjami i wpływem na środowisko, możliwością recyklingu, aspekty wizualno-wrażeniowe (zapach, dotyk, odgłosy). Zabezpieczenie wyrobu w transporcie, metody dostawy i aspekty logistyczno-celne również mogą stanowić treść Lastenheftu.
Celem tych uzgodnień jest zapewnienie, że wytworzona jakość wyrobu zostanie ochroniona w transporcie oraz że opakowanie będzie pozwalało na bezpieczne i czyste dostarczenie wyrobów do klienta, nawet jeśli w grę wchodzą długie i skomplikowane drogi transportowe i liczne przeładunki. Należy jednak pamiętać, że specyfikacje muszą być aktualizowane wraz ze zmieniającymi się wymaganiami prawnymi i regulacyjnymi. Oznacza to obowiązek oceny specyfikacji pod względem jej aktualności i faktycznej adekwatności. Obowiązek ten ciąży na dostawcach i wymaganie to zawarte jest w następujących standardach:
- IATF 16949, punkt 4.4.1.2 podpunkt a i b,
- VDA Zapewnienie poziomów dojrzałości nowych części, wydanie 2022.
Kluczowe metody w procesie VDA 4 – wady i zalety
Każda metoda, technika, narzędzie lub zestaw praktyk ma swoje zalety oraz ograniczenia i wady. Należy pamiętać, że wiele opisanych tu metod również ma takie ograniczenia.
Podstawowym ograniczeniem, które musi być odnotowane, związane jest z pracą zespołową. Narzędzia opierające się na doświadczeniu czy opinii członków zespołu narażone są na znaczącą niepowtarzalność oraz błędy poznawcze (np. niezrozumienie konstrukcji, brak doświadczenia itp.). Oznacza to, że prace zespołów mogą zawierać błędy wynikające z wielu czynników ludzkich. Statystyczne oceny i analizy wymagają również, aby przed ich zastosowaniem zapoznać się z całą procedurą statystyczną, a nie jedynie wycinkiem ich opisu z VDA 4.
Analiza Anova jest o wiele bardziej skomplikowana niż wynika to z treści VDA 4, gdyż nie uwzględniono tu koniecznych metodologicznie dodatkowych warunków (np. rozkład normalny czy inny niż normalny, analiza jednoczynnikowa czy wieloczynnikowa). Powodować będzie to konieczność zastosowania dodatkowych elementów analizy, takich jak poprawki np. Kruskalla – Wallisa lub inne.
VDA 4 część 1 – podsumowanie
Podejmowanie decyzji przez kierownictwo w odniesieniu do rozwiązywania problemów, a także w odniesieniu do inwestycji i podpisywania umów z klientami to duża odpowiedzialność i ryzyko. Minimalizowane ryzyka podjęcia niewłaściwej decyzji to jedno z ważniejszych celów całego zakresu VDA 4. Zaproponowane metody i narzędzia mają dać merytoryczną podstawę do decydowania o działaniach w organizacji. Podstawę taką daje jasny schemat i działanie metod oraz oczekiwana powtarzalność. „VDA 4 Część 1: Ogólne. Przegląd metod, podstawowe narzędzia, procesy rozwoju” przedstawia i wskazuje na mechanizm działania wybranych metod i narzędzi. W niniejszym opracowaniu scharakteryzowano zaledwie pewną ich część. Poza opisanymi tu zagadnieniami w treści znajdują się bardziej zaawansowane metody oceny statystycznej czy planowanie badań wyrobów.
)






