
Każda organizacja będąca dostawcą lub producentem w branży motoryzacyjnej musi przestrzegać konkretnych wymagań. Co zrobić, aby analiza systemu pomiarowego była poprawna? Dlaczego oprócz przyrządu pomiarowego powinno się brać pod uwagę inne elementy systemu pomiarowego? Czym jest niepewność procesu pomiarowego? Postaramy się odpowiedzieć na te pytania.
IATF 16949 a ISO 9001 – wymagania
Przemysł motoryzacyjny jest dość specyficzną branżą, która oprócz wymagań określonych w normie ISO 9001:2015 narzuca też te, które są ujęte w standardzie IATF 16949:2016. Uzupełnieniem tych wymagań są specyficzne wymagania klienta (Customer Specific Requirements), do których odniesienie znajdziemy w punkcie 4.3.2 powyższego standardu.
Zasoby do monitorowania i pomiarów – wymagania normatywne
Odnosząc się do samej normy ISO 9001, która stosowana jest również z powodzeniem poza branżą motoryzacyjną, w punkcie 7.1.5.1 dotyczącym postanowień ogólnych znajdują się wymagania odnoszące się do zasobów potrzebnych do monitorowania i pomiarów wyrobów i usług. Jak należy rozumieć to wymaganie? Załóżmy, że na potrzeby artykułu w analizie odniesiemy się do stalowej płytki, która według wymagań klienta powinna posiadać odpowiednią długość, szerokość i grubość. Dodatkowo wiercony jest w niej otwór o określonej średnicy, którego położenie też jest zdefiniowane na rysunku wyrobu. Odnosząc się do punktu 7.1.5.1 należy zapewnić środek kontrolno–pomiarowy (dalej ŚKP), za pomocą którego będą badane/mierzone wyżej wymienione charakterystyki. Trzeba także zadbać o to, aby wszystkie pomiary dokonywane przed dany przyrząd były wiarygodne.
W celu sprawdzenia wiarygodności wyników pomiarów w normie ISO 9001 w punkcie 7.1.5.2, który dotyczy spójności pomiarowej, wskazuje się, że powinniśmy poddawać przyrządy wzorcowaniu w określonych odstępach czasu. Podczas wzorcowania przeprowadza się czynności polegające na wyznaczeniu różnicy pomiędzy wskazaniem wzorca a przyrządem wzorcowanym z uwzględnieniem niepewności wynikającej z zastosowania wspomnianego wzorca. Wspomniane czynności mają na celu określenie kondycji przyrządu i potwierdzenie jego przydatności do dokonywania pomiarów. Poświadczenie spełniania wymagań odbywa się za pomocą świadectwa wzorcowania.
Standard IATF 16949 narzuca w punkcie 7.1.5.3.2 wzorcowanie przyrządów w laboratoriach posiadających akredytację wg ISO 17025 lub ich krajowego odpowiednika. Często można spotkać się z sytuacją, że przyrządy wzorcowane są co 12 miesięcy, ale ciężko jest uzyskać wiarygodne uzasadnienie, dlaczego organizacja zdecydowała się na takie odstępy czasu i czy rzeczywiście są one bezpieczne w celu ciągłego zapewnienia przydatności przyrządów do pomiarów.
Analiza systemu pomiarowego – wymagania IATF 16949
Przeglądając same wymagania normy ISO 9001, można odnieść wrażenie, że jest to podejście zbyt ogólne i pozostawia zbyt dużą swobodę w interpretacji. Może to spowodować, że dana organizacja nie zastosuje odpowiedniego podejścia w celu zapewnienia wiarygodności przeprowadzanych pomiarów. W wymaganiach IATF 16949 możemy znaleźć punkt 7.1.5.1.1, który nie występuje w normie ISO 9001 i odnosi się on do analizy systemu pomiarowego. Punkt ten nakazuje przeprowadzenie statystycznych badań w celu zweryfikowania systemów pomiarowych i ich poprawy, jeśli jest to konieczne.
System pomiarowy i jego elementy
Wspomniane powyżej badania statystyczne należy przeprowadzić dla wszystkich systemów pomiarowych ujętych w planie kontroli. Jak należy rozumieć pojęcie „system pomiarowy”? Wbrew częstym stwierdzeniom, systemem pomiarowym nie jest tylko suwmiarka, którą stosuje się do mierzenia charakterystyk płytki stalowej, ale też operator, który przeprowadza pomiary, metoda, jaką się stosuje, środowisko, w jakim te pomiary są dokonywane itp.
Dlaczego oprócz przyrządu pomiarowego powinno brać się pod uwagę inne elementy systemu pomiarowego? Każdy z tych elementów może mieć znaczący wpływ na uzyskane wyniki, co z kolei może wpłynąć na wprowadzenie zmian lub regulacji w procesie, a w konsekwencji może doprowadzić do rozregulowania i produkcji wyrobów niezgodnych z wymaganiami. Tutaj może powstać pytanie, czy operator krótko pracujący i tym samym mało doświadczony może dokonywać niewłaściwie pomiarów? Czy niewłaściwie dobrana metoda pomiarowa może wpłynąć na uzyskiwane wyniki pomiarów? Czy warunki, w jakich przeprowadzany jest pomiar (np. temperatura), może wpłynąć na wyniki? Odpowiedź brzmi „tak”.
Jak zapobiec błędom pomiarowym?
Aby zapobiec sytuacjom opisanym powyżej, wymagania dotyczące systemów pomiarowych zostały określone na przykład w normie ISO 14253, która odnosi się do kontroli wyrobów i wyposażenia pomiarowego za pomocą pomiarów, czy też w podręcznikach dotyczących branży motoryzacyjnej MSA wyd. 4, VDA 5. W punkcie 7.1.5.1.1 jest odniesienie do podręczników referencyjnych, których stosowanie powinniśmy ustalić z klientem na etapie APQP (AIAG) lub VDA MLA, które dotyczą planowania jakości w powstawaniu wyrobów, jak i procesie ich wytwarzania. Ustalenie z klientem, jakie podręczniki należy stosować, aby spełnić jego wymagania, jest bardzo ważne, ponieważ podejście podręcznika MSA wyd. 4 różni się dość mocno od podejścia podręcznika VDA 5.
Analiza systemu pomiarowego – MSA wyd. 4 a podręcznik VDA 5
Podejście według MSA wyd. 4 skupia się na poznaniu procesu pomiarowego, określeniu błędu, jaki w nim występuje i oceny adekwatności w stosowaniu tego systemu do kontroli danego procesu czy też wyrobu. Poprzez doskonalenie systemu pomiarowego rozumie się zredukowanie jego zmienności.
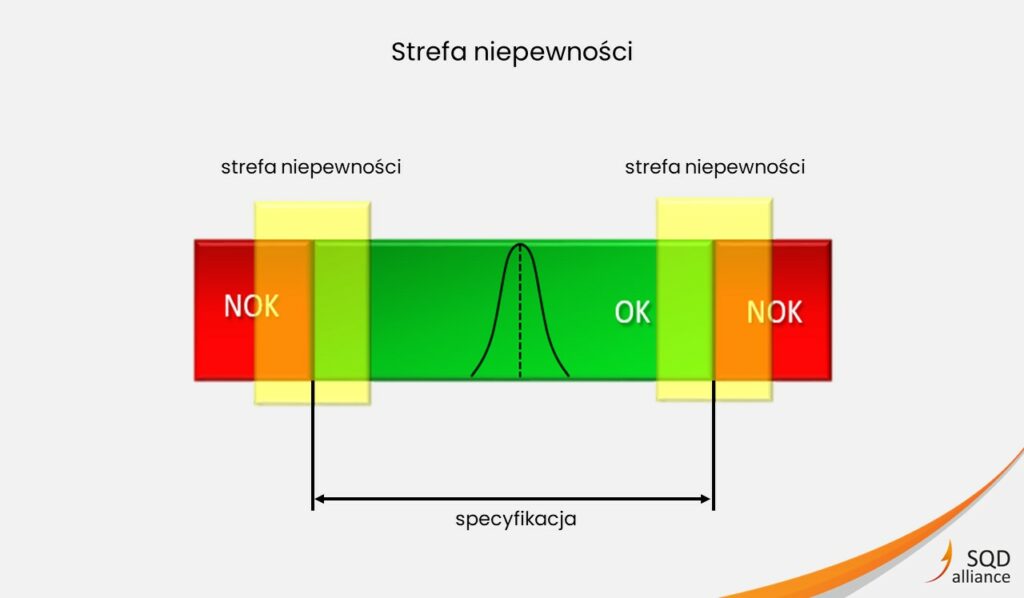
Wymagania podręcznika VDA 5 są odmienne. Położony jest nacisk na wyznaczenie wszystkich niepewności mających wpływ na system pomiarowy, a następnie takie zawężenie specyfikacji wyrobu, aby po uwzględnieniu niepewności systemu pomiarowego wyrób w dalszym ciągu spełniał wymagania specyfikacji. Zdecydowano się na takie podejście, aby świadomie wykluczyć tzw. strefy niepewności, które znajdują się w obszarach granic specyfikacji. Dlaczego jest to takie ważne? W strefie tej może wystąpić sytuacja, w której wyroby zgodne będą odebrane jako niezgodne lub odwrotnie, wyroby niezgodne będą odebrane jako zgodne. Wyznaczając budżety niepewności tak jak jest to zdefiniowane w podręczniku VDA 5, w procesie pomiarowym eliminowana jest „strefa niepewności”.
Niepewność procesu pomiarowego i jej znaczenie
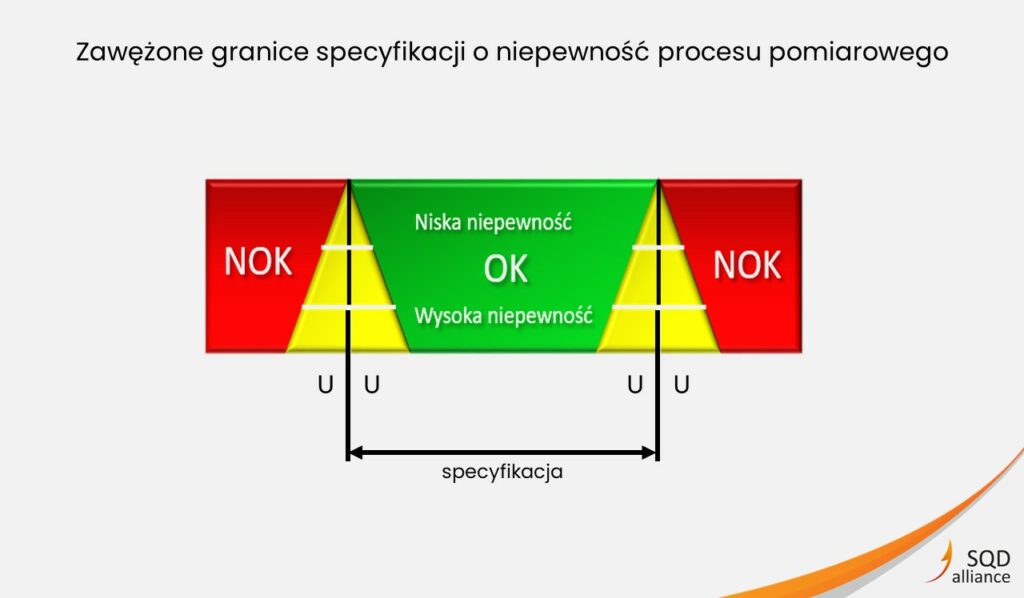
Na poniższej grafice przedstawiono granice specyfikacji zawężone o niepewność procesu pomiarowego. W przypadku, kiedy niepewność systemu pomiarowego będzie niska, to praktycznie wyrób będzie mógł spełniać wymagania w całym zakresie specyfikacji. Jeśli jednak niepewność systemu pomiarowego jest wysoka, to może się okazać, że granice specyfikacji będą mocno zawężone (grafika poniżej). Takie rozwiązanie pozwala na eliminowanie kosztów złej jakości lub zapobieganie wysyłania wyrobów niezgodnych do klienta. Takie podejście związane jest z o wiele większymi nakładami pracy niż w przypadku wymagań opisanych w podręczniku MSA wydanie 4.
R&R a test na powtarzalność i odtwarzalność systemu pomiarowego
Zgodnie z wymaganiami podręcznika MSA test na powtarzalność i odtwarzalność systemu pomiarowego %R&R, (przedstawione na poniższej grafice nr 1) możemy wyliczyć jako zmienność procesu, bazując na próbkach pobranych do badania lub jako procent tolerancji/specyfikacji (przedstawione poniżej na grafice nr 2). W obu przypadkach zostanie wyliczony %R&R, który należy interpretować w następujący sposób:
- %R&R < 10% – system pomiarowy zdolny,
- 10% < %R&R < 30% – system pomiarowy zdolny – podejmij (forma) działania w celu jego poprawy,
- %R&R > 30% – system pomiarowy niezdolny.


Niestety w organizacjach stosujących podejście AIAG wiedza często kończy się właśnie na podaniu wyniku %R&R i kiedy jest poniżej 10% uznane jest to za zgodne. Problemy zaczynają się w momencie, kiedy wynik jest pomiędzy 10% a 30% lub powyżej 30%. Osoby odpowiedzialne za przeprowadzanie MSA czasami nie są w stanie zinterpretować wyników uzyskanych podczas analizy statystycznej i nie są świadome, co w rzeczywistości wpłynęło na wyższy wynik.
Często również zapomina się o wyznaczeniu „strefy niepewności”, co powoduje, że produkowane wyroby mogą znajdować się w tej strefie. Można spotkać się z brakiem interpretacji współczynnika NDC (ang. Number of Distinct Categories) – liczba rozróżnialnych kategorii, które mogą być rozróżniane przez system pomiarowy. Wartość tego współczynnika powinna być większa lub równa 5. Współczynnik ten jest też bardzo ważny, ponieważ określa m.in. dobór próbek w odniesieniu do zmienności procesu, czy pola tolerancji.
Środek kontrolno-pomiarowy w podejściach MSA oraz VDA 5
W przypadku podejścia MSA wyd. 4, jak i VDA 5 równie ważne jest dobranie ŚKP z odpowiednią rozdzielczością. W przypadku VDA 5 jest to parametr %RE, który określa, że rozdzielczość przyrządu pomiarowego powinna być na tyle duża, aby była możliwość wykrycia 5% wartości pola tolerancji. Parametr ten wyliczany jest na samym początku, zanim w ogóle zacznie się przeprowadzać badania statystyczne. Jeśli jest %RE jest wyższy od 5% oznacza to, że należy skupić się na poszukiwaniu przyrządu pomiarowego o wyższej rozdzielczości. W przypadku wymagań AIAG mówi się o zasadzie „1 do 10”, która stwierdza (w uproszczeniu), że rozdzielczość ŚKP powinna być co najmniej rząd większa (czyli 10 razy) od szerokości przedziału tolerancji lub szerokości przedziału zmienności.
Analiza systemu pomiarowego – co zrobić, by była skuteczna?
Przedstawione przykłady są tylko niewielkim wycinkiem tego, z czym dana organizacja musi się zapoznać i jakich wymagań musi przestrzegać, będąc dostawcą/producentem w branży motoryzacyjnej. Pierwszym krokiem w kierunku poprawnej analizy systemów pomiarowych jest wiedza i jakie podejście co do wymagań należy zastosować. Czy musi być to podejście wg AIAG, VDA 5, czy jeszcze inne wymagane przez klienta? Takich informacji właśnie powinniśmy oczekiwać już we wczesnych etapach procesu projektowania (lub nawet wcześniej na etapie ofertowania).
W perspektywie długoterminowej prowadzenia projektu jest to związane z przydzieleniem odpowiednich zasobów oraz wielkością poniesionych kosztów. Czasami różnica w badanych charakterystykach jest tak duża, że aby móc w pełni przeprowadzić skuteczną analizę systemu pomiarowego potrzebne są duże nakłady pracy.
W niniejszym artykule odniesiono się tylko do cech mierzalnych-ciągłych, jednakże istnieją także cechy atrybutowe, badania niszczące, do których trzeba zastosować inne metody takie jak na przykład pobieranie próbek.
Chcesz dowiedzieć się więcej na temat skutecznej analizy systemu pomiarowego – MSA? Dołącz do nas podczas szkolenia w formie stacjonarnej lub online.






